A balance staff is the shaft on which the balance wheel is mounted. The rotating axis around which the balance wheel oscillates is formed by a line running through the pivots at the end of the staff. These pivots fit into jeweled bearings and are lubricated by minute oil reservoirs.
The process of making a balance staff by hand is one of the most difficult things a watch maker can learn. In reality there is little call for these skills unless you are working on vintage or long out of production watches.
If you are skilled at turning, you should be able to make something that resembles a balance staff after 2-3 attempts. While such a staff may well fit in a watch and even function, it will be a horrible timekeeper unless each dimension is within a general tolerance of 0.02mm, with just 0.005mm tolerance on the pivots. It must also be completely concentric and parallel. If you just make a scratch on one side for example, then the staff will be off balance and cause you poising errors.
I found one of the hardest parts of learning how to make a balance staff was readjusting your mindset to what is and is not acceptable. It very much is in a different league of difficulty to anything else you might be required to make, because for all intents and purposes you must make something that is both microscopic and near perfect. To get to this level I had to practice turning for 8 hours a day every day for 5 months to be able to make one that would function correctly, and even then it might take me a couple of attempts before I get it just right.
Making a balance staff for a watch is a new part of the WOSTEP course. You are expected to make one in 8 hours. The fastest I ever achieved was 5 hours, although someone in our class managed 2.5 hours.
The BHI course also expects you to make a balance staff for a carriage clock in your final year exams.
A balance staff next to the piece of blued steel it started life as. A pen nib is shown to get a sense of the scale. There are two main ways of hand making a balance staff. One is in a collet on a lathe, and the other is turning it between centres. For this example I am going to turn it between centres, as this allows you to remove the piece from the lathe as often as you like to measure it, which you cannot do if you are using a collet
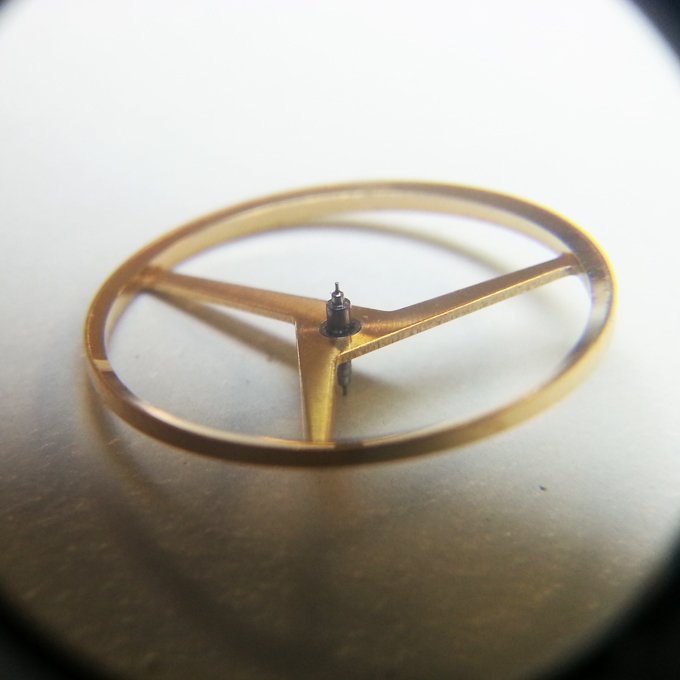
The balance staff fits through the centre of the balance wheel. Any error in its construction will have amplified effect on the performance of the watch
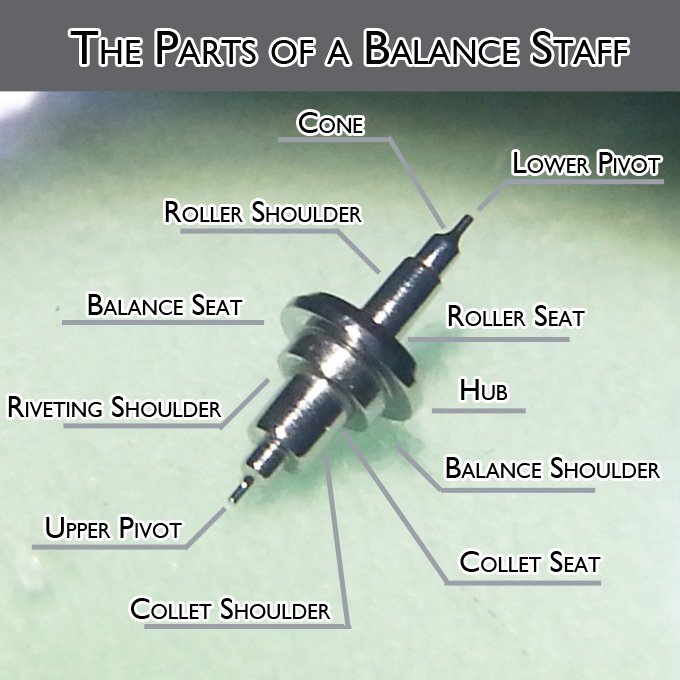
A diagram naming the parts of the balance staff. This is a photo I took of a brand new ETA 6497 balance staff. All the staffs nowadays are mass produced on CNC machines, and then they are chemically burnished using acid to harden and polish the surface
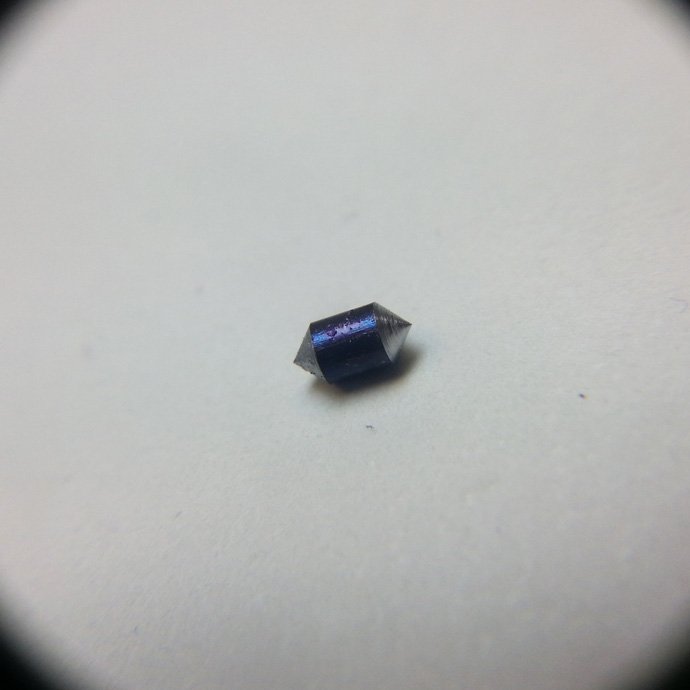
We start out with a rough piece of blued steel that is the same diameter as the thickest part of the staff, usually the hub. You then sharpen both ends in a lathe getting the piece to within 0.10-0.05mm of the total length of the staff. We use blued steel, which is pre-tempered silver steel, as it is more hard wearing than ordinary steel. Getting the blank to the right length can take around 30 minutes to get right
We need a carrier to be able to spin the piece in the lathe. We use a fish carrier, named because of its shape. You use this device to open the legs slightly and then you can put the work in the widened hole and then release the screw so that the legs grip the work tightly. The fish carrier is used because it is much thinner than a usual carrier
The hand powered lathe we are going to use, with female centres at either end
You put the finger on the lathe through the hole in the fish carrier and secure the piece in the lathe. This is something you will repeat dozens of times for each balance wheel as you remove it to measure and replace it. It is very fiddly to begin with but after a while you naturally get more adept
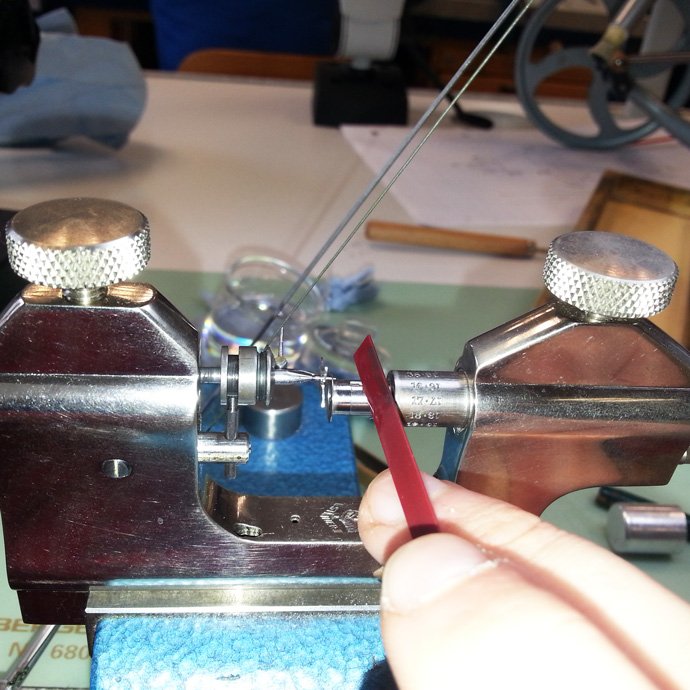
The back centre is a drum. Each has a number which corresponds to the sizes of the holes. This is a 50, which means the hole is 0.50mm wide. Using this drum the piece will overhang the side allowing you to remove material. As your piece gets smaller you will need to change the drum sizes to allow more material to be worked. If you are not working on the ends, then it is a good idea to use as big a drum hole as possible as there is less chance of the tips of your piece being flattened and/or worn away
As you are going to be working on minute sizes, you will need at least a 10X magnification loupe. I found it took me about a week for my eyes to adjust to this from the usual 2.5X loupe I’d use
You can use either a tungsten or high speed steel (HSS) graver. Tungsten doesn’t need sharpening so often, but it chips making it dangerous for delicate work. Whatever material you use your graver will need to be really sharp, and kept sharp. I found that with HSS you need to resharpen your graver after every 5-10 minutes of turning. If you’re careful tungsten can remain sharp for a whole day
We start by making the balance seat and shoulder. On the staff we are making this is just past half way along the staff. You can place the balance wheel over the end to see if it fits. It shouldn’t be loose as you’ll be pushing it on with a staking set. You can check both the diameter and length this way
Use a graver with tip relief to finish the shoulder and be sure to check it under a microscope. It should reflect light like a mirror and not be distorted. It if is not flat then the balance will not sit correctly. To get a good finish you need a freshly sharpened graver and turn the piece very slowly and with little pressure on your graver. If done correctly you will see just fine dust being removed which will leave a polished finish.
We need to remove the piece from the lathe and measure it using a dial micrometer. You can pinch the end, and make sure to check along the entire length you are taking down to ensure that it is even and not tapered
You can read the mm from small sub dial and 100ths of a mm are on the big dial. You can just make out microns (1000ths of a mm) if you look between the lines. In this case the small dial says 1, and the big pointer is halfway between 10 and 11, so we can say it is 1.105mm. I need it to be 1.10mm so this is fine
On the other end of the dial micrometer you can measure the length of the part you have not turned
This shows me that it is just a smudge under 1.90mm. I need it to be 1.85mm, but my piece is actually 0.10mm too long in total so I will allow an extra 0.05mm on each end to allow for any wear on the points. This is a little excessive and allowing a total of 0.05mm extra for both ends should be sufficient
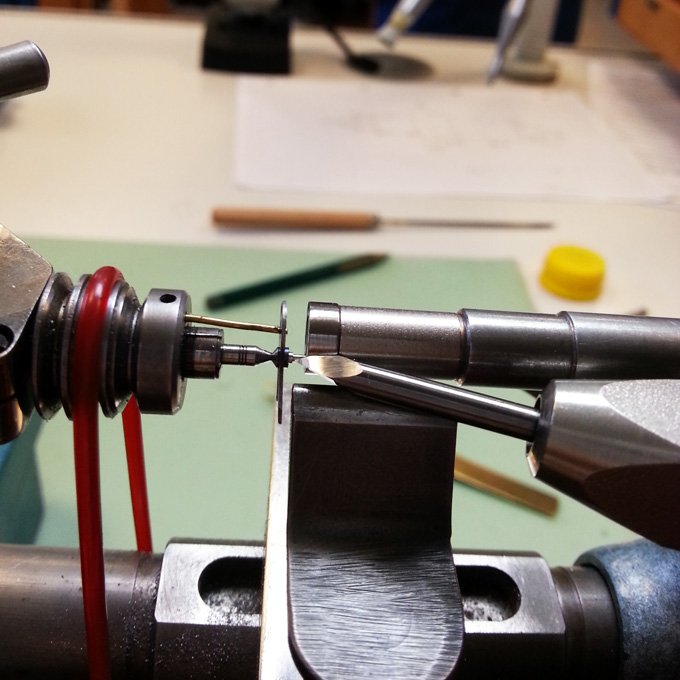
After this we need to take the collet shoulder down and then get ready to make the undercut on the riveting shoulder. I use an old tungsten drill bit which I’ve made into a three sided graver with each side at 17.5 degrees. You can use an ordinary graver if you make it long and thin enough
You can then lean the graver against the collet shoulder and push it into the collet seat. Do not jam it in or the tip of the graver will break off. Be careful to not remove material from the collet shoulder. If you find that you are cutting the collet shoulder, then just leave it too big before you start making the undercut to allow for this. Your tip will probably break 2-3 times even with you being careful, fight the urge to continue if this happens and resharpen it right away
You should resharpen your graver one last time and very gently hold it in place to smooth the sides of the undercut. Check the undercut under a microscope. You can’t measure it, so its just based on experienced judgement whether you feel it is deep enough
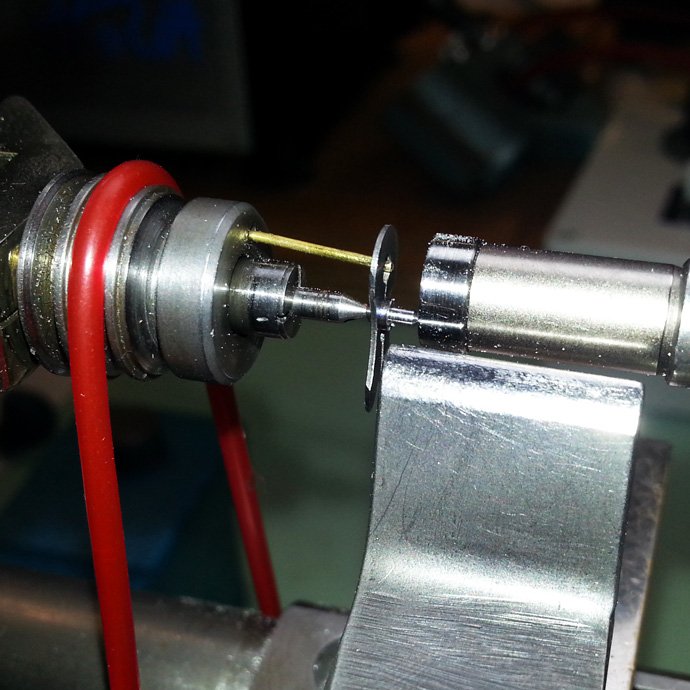
The last part on this side for the moment is to turn the pivot down to its largest size. You don’t need to shape them yet, as we will do that once everything else is finished. You should always try and do the pivots last as being so thin they are likely to snap
Now we can turn the piece around and work on the lower side. We will first shape the hub and create the tapered roller shoulder. You will notice that I have changed fish carriers, and have used a 1.05mm sized carrier and put it on the balance shoulder we made earlier. This is because if we left the old carrier in place it would now be in the way
There’s quite a lot of material to take off. So you want to get the lower side into the general shape and then measure it
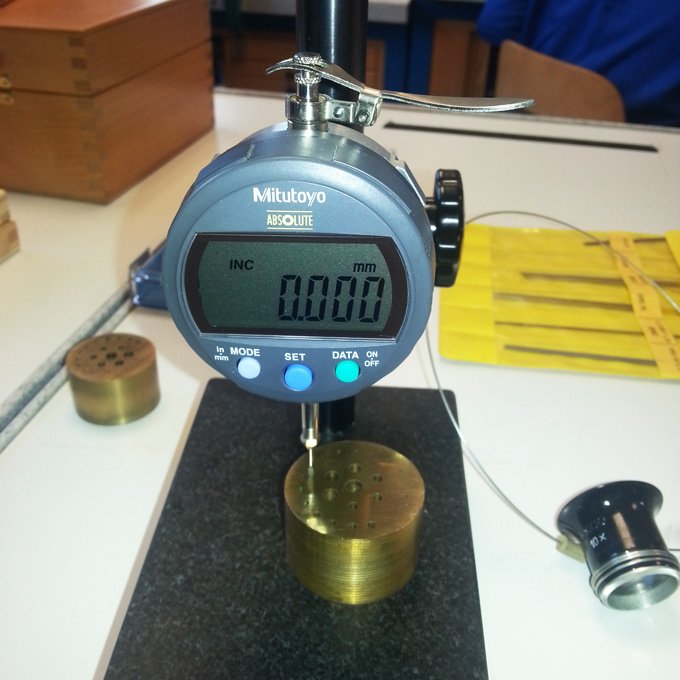
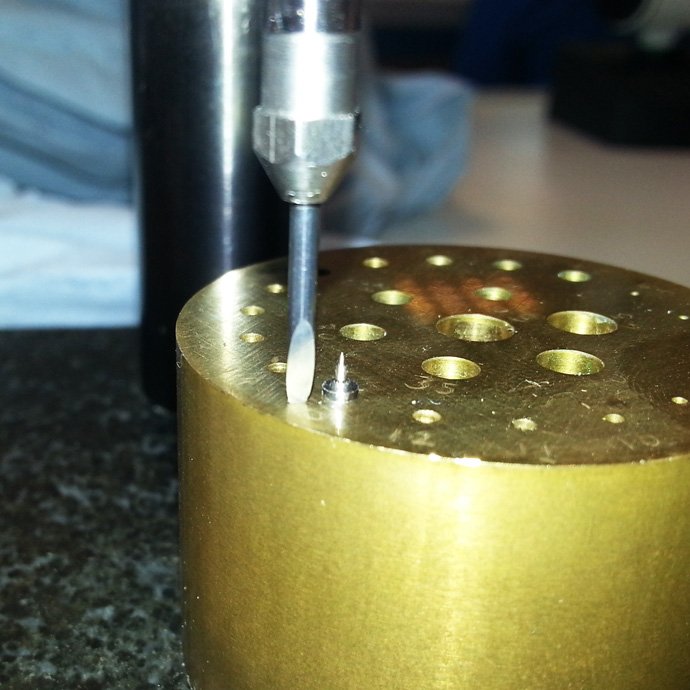
As we have removed material from both side now, we can start to use a different, and more accurate, tool to measure it; a dial test indicator (DTI). This is digital and can accurately measure to microns. I use it in conjunction with a staking block
You can put one side of the staff in a hole and then measure up the staff in steps. I always like to recheck my measurements on the upper side at this point to make sure nothing has gone horribly wrong. With an electronic DTI you can zero the reading at any point making it very quick to take individual measurements
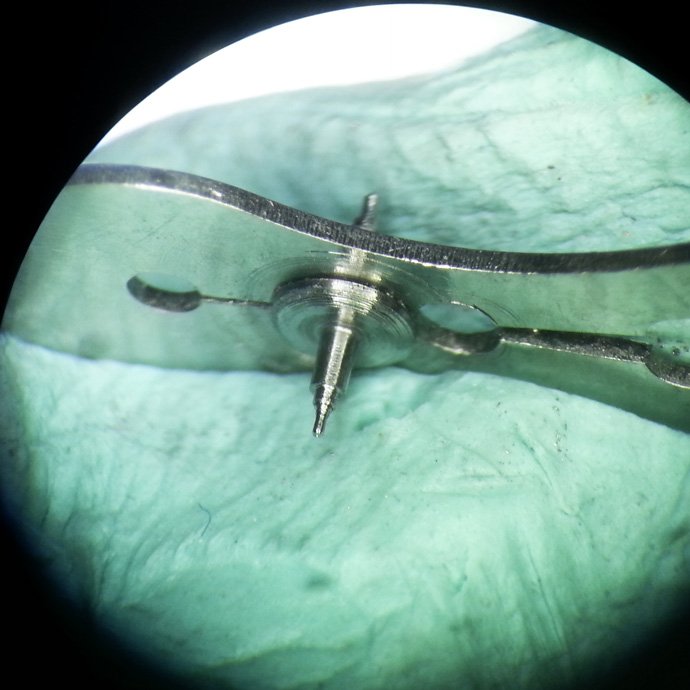
You can see I have taken down the hub to the right width, added a chamfer on it (the reason for doing this is just to remove material and reduce inertia), and finished the tapered roller shoulder. Under a microscope I can see that the roller seat has a slight step in it which I will need to clean up
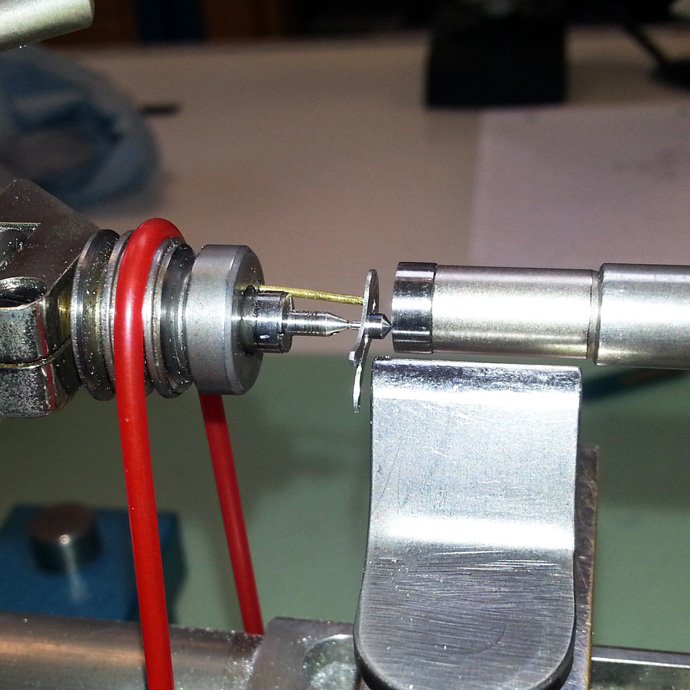
Now are ready to shape our pivots. For this staff the pivots are 0.11mm wide, and so I will want to take them down to around 0.15mm before I start to burnish them. I have to keep going down in drum sizes until I can remove enough material to get them to this size. As the drum hole are very small at this point, if your pivot ends have been flattened you will need to reshape them using a lantern. This is also one of the reason why you should always make your pivots a little longer than necessary to start with
I like to make a rough sketch on my desk and keep track of all my measurements. You can easily rub out and replace each figure as you improve it. As we are just about to start making our pivots, this is the last major opportunity to go back and revisit any areas you want to tidy up from earlier. From this sketch I can see that one of my pivots is a little too thin, and both of them are far too long. Everything else is all within the allowed tolerances (generally +/-0.02mm)
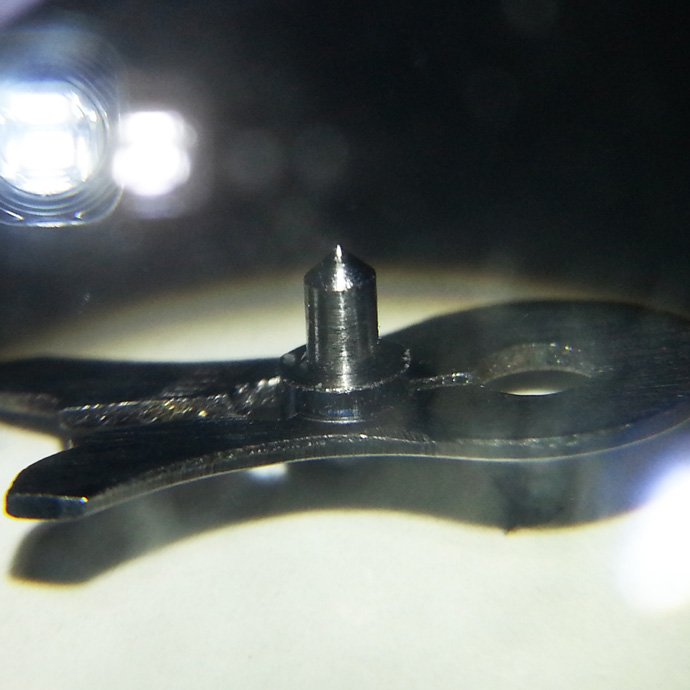
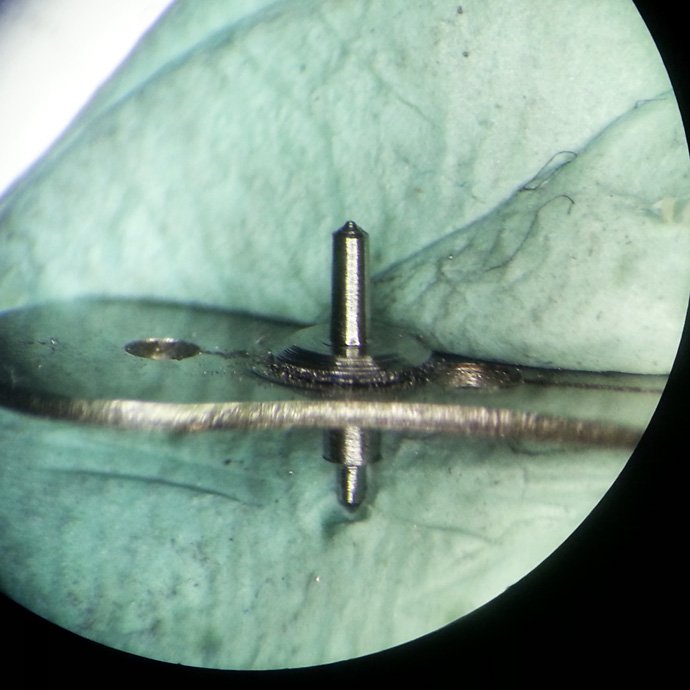
Now you can see we have shaped the pivot ends into the distinctive cone pivot shape. You can use a specially rounded graver to make the cone shape, however I have found that if you are using HSS, then you can just use your graver where the tip has been blunted by use. So you can sharpen your graver, work on the shaft, and then when it blunts, shape the cone before you resharpen it
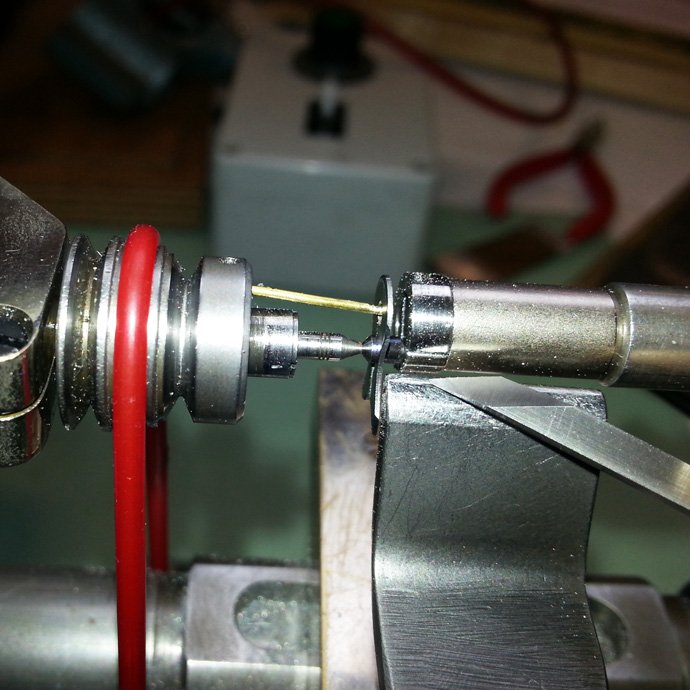
This is a Jacot tool. It is a hand powered machine used to burnish pivots. Burnishing is where you rub metal on metal and smooth the surface of it, in effect pushing any lump into a trough. It will harden the metal making it resistant to wear, polish it, and also make it much more brittle. Hand burnished pivots are superior to chemically burnished ones that are used by most watch manufactures now, however the process is time consuming and in most cases it is far cheaper for the watch servicer to just replace a broken pivot, rather than to expend the effort into making the pivot less likely to break in the first place
First things first we need to reduce the length of the pivots to the right size. Working on a thin pivot that is too long just makes it more likely to break. So we use lantern drum, which is basically one with a hole all the way through it so that the pivot protrudes through to the other side so you can work on it. Here I am using a Degussit stone, which is a synthetic piece of ruby with an abrasive particle size of 10 microns (0.01mm). I lubricate the stone with some wintergreen oil (Methyl Salicylate). I can also use this opportunity to flatten the ends of the pivots as we no longer want them to be pointed
This is the burnisher we will use. It is actually just an incredibly fine file. You can see the lines running across. You can burnish up to 0.1mm if you wish, but the more your burnish the more likely the piece will break. Burnishing the size down by 0.03-0.05mm is ideal
One side of the burnisher has a mirror finish. This is for instances where you want to have a sharp corner. We will not be using this for this balance staff as we want cone shaped pivots
On the other side we can see that it has the same texture as the main surface of the burnisher. The corner is also rounded, this will allow us to create the curved part of the cone shape. The radius of this corner on the burnisher will be the profile on the pivot
The Jacot tool has different sized grooves. The pivot will sit in the groove and you will only be able to remove material that is larger than the groove and therefore sits out of it. You will want to select a groove that is the largest diameter along your pivot shaft to being with. You also want to be careful that the cone part is not in the groove as this will make your pivot sit at an angle. You lubricate the burnisher with some wintergreen oil and place the burnisher on the piece and move the bow backwards and forwards, putting very little pressure on the burnisher. When the burnisher starts to move back and forth due to the pivot underneath moving it, you know that the angle of the burnisher is correct. Then with each pull of the bow you will want to push the burnisher in the opposite direction the pivot is naturally pulling it in. You will continue to do this until you can no longer feel the pivot moving the burnisher
Burnishing is a fine art of learning the right sound and feeling of material being compacted. You can think you’re burnishing, but, particularly when the piece is already toughened, you can just be rubbing the surface of the pivot and not actually doing any work. It’s a delicate gap between putting the right pressure on the burnisher and putting too much pressure on and breaking the pivot. Generally the more you move the burnisher the more material will be removed, the more you move the pivot the smoother the finish you will leave
You will move through all the sizes of groove until you finish on the right sized groove; for this example that’s 0.11mm. You then need to check the pivot is the right width by testing it in the balance jewel you’ll be using. Don’t try and force it in, it should drop in with no effort and not lean to the side. Once done you can then shape the end of the pivot. We put the pivot through a lantern centre like we did when taking the length down earlier. Using a thinner burnisher we can burnish the tip of the pivot and give it a very slight rounding on the end. You should then give it one last rub in the last groove you have used to remove any burrs you’ve just made
And that’s your balance wheel finished. This one took me about 10 hours in total, as I had to go back and refinish some parts.
12 comments
Pierre
16 September, 2013 at 12:06 pm
Hi Colin,
Thank you so much for your story. It is well explained with precise pictures. Had your article been available when I started turning staffs, it would have saved me lots of frustrations and time.
Cheers,
– Pierre
Great craftsmanship!! I’m currently doing pivot gauges for practice and I’m facing problems with my pivot become more “fluted”. You have any idea? Like a hour glass sorta shape..
Hi Ivan, is this before or after you have tried to burnish the pivots? If before, then there’s a few possiblities, mostly due to technique.
First of all, make sure your graver is super sharp and flat. Run it across your fingernail and it should scratch it. If you’re having trouble getting it right, the technique for sharpening involves moving your whole forearm pivoting at the elbow and not moving your wrist at all. If you move your wrist, that will make a curved motion, which will then make your graver face curved too. Once you’ve got it sharp, be sure to break off any burrs and give it a very quick once over on an Arkansas Stone.
When turning steel you can use a fairly slow speed. When turning a pivot you will want to swarf to come off as fine dust. If it comes off as swirls or in chunks then you’re putting too much pressure on and/or running your lathe too fast. It is better to take hours to get something perfect than to try and rush it. Your speed will come naturally as your practice. Speed is not important when you’re learning.
If the problem is coming during your burnishing when you’re using the Jacot tool then that’s a sign that you are using a wrong sized groove. An hour glass shape would indicate that it is too big as the tip is falling too far into the groove leaving the middle raised and so when you rub the material it’s just the middle part that is being removed.
You can remove material and also flatten your piece in the Jacot tool before burnishing by using an abrasive stone like a Degussit stone. That can help get it just right so that it sits nice and flat in the groove.
I hope that helps, let me know how you get on with it!
Thanks Colin you must be really experienced in this! Because you described the problem spot on! I’m supposed to make a 0.07 conical shaped pivot, I’m having problems measuring the diameter in a screw gauge. So I’m measuring it carefully and just accepting the numbers. Problem starts after burnishing, lookin at the microscope it’s someone small to big. But I’ve got a better idea to it now and am wondering if the shape of the curve (from the graver) has any effect, if so what shape should I be creating using the graver?
Hi Ivan, wow a 0.07mm pivot is really small. I presume you’re making it for a lady’s watch.
I wouldn’t recommend using a micometer (or screw gauge as you call it) on such a small pivot, as any small twist of the gauge when you are measuring it on the will snap the pivot. For such small pivots the only way to measure it is through using a pivot gauge, which is a ring of different sized jewels. They can be expensive though, and I so if you don’t have access to one I would recommend just getting a 0.07mm jewel, which you may be able to get as a 0.0725mm size, and then trying the pivot in it.
This is how watch pivots always used to be measured. In that you basically make the pivot to fit the jewel hole rather than turning the pivot to an exact size.
When instruments, such as the micrometer, were first introduced in the 1800s watchmakers of the time did not believe their accuracy. They actually laughed at the idea of 0.01mm, thinking that such a small size couldn’t physically exist. Despite this philosophy they made pivots accurate to microns – because that was the size that fitted the jewel.
For a cone shaped pivot I would recommend using HSS (High Speed Steel) graver over Tungsten, mostly because it is easier to shape. You will want the tip of the piece to be rounded.
The majority of the final shape of the pivot will come from your burnisher.
When burnishing, moving the pivot more will increase the finish, while moving the burnisher more will remove material. I would also recommend using a thin oil to help with the burnishing, as this will aid in the removal of material from the area.
Like most micomechanical skills, it’s constant repetition that is the key to improving.
Thanks Collin! Much appreciated! Right now I’ve tried to shape my round graver to my burnishers shape. I’ve pretty much gotten the curve shape right but my pivot is still bumpy/inverted (small to large diameter). I still can’t figure it out why it happens, I’m thinking it’s because my burners climbing on to the curve.. There’s so many factors that might affect the success of it. Haha it’s frustrating but fulfilling at the same time. May I ask how long do you take to move from diameter to diameter while on the Jacot tool? I suspect I maybe “over burnishing”
Hi Collin! I’ve finally made my way to balance staffs. I’d like to ask how do you completely remove the burrs that surface after making the dome on the tip? Also is it okay to use abrasives to polish the pivots?
Thanks for your comment! The text should be black on a white screen, if you can let me know what device and browser you have viewed the page on them I can look into that.
Superb write-up, thank you. I was particularly interested to learn of the fish carrier and fitting tool, which I’ve never seen before. Is this something made in the workshop, or made/sold elsewhere?
Like many antiquated watchmaking tools, the fish carriers that you can find today are likely all old examples as there isn’t a market for anyone to produce new ones. I would expect the best place to look would be eBay, although you may find that they will be sold along with other tools, such as a Jacot tool. Colin




























Pierre
16 September, 2013 at 12:06 pm
Hi Colin,
Thank you so much for your story. It is well explained with precise pictures. Had your article been available when I started turning staffs, it would have saved me lots of frustrations and time.
Cheers,
– Pierre
Colin
19 September, 2013 at 11:23 pm
Hey Pierre, thanks a lot for your comments!
Ivan
21 February, 2014 at 11:55 am
Great craftsmanship!! I’m currently doing pivot gauges for practice and I’m facing problems with my pivot become more “fluted”. You have any idea? Like a hour glass sorta shape..
Colin
22 February, 2014 at 11:17 pm
Hi Ivan, is this before or after you have tried to burnish the pivots? If before, then there’s a few possiblities, mostly due to technique.
First of all, make sure your graver is super sharp and flat. Run it across your fingernail and it should scratch it. If you’re having trouble getting it right, the technique for sharpening involves moving your whole forearm pivoting at the elbow and not moving your wrist at all. If you move your wrist, that will make a curved motion, which will then make your graver face curved too. Once you’ve got it sharp, be sure to break off any burrs and give it a very quick once over on an Arkansas Stone.
When turning steel you can use a fairly slow speed. When turning a pivot you will want to swarf to come off as fine dust. If it comes off as swirls or in chunks then you’re putting too much pressure on and/or running your lathe too fast. It is better to take hours to get something perfect than to try and rush it. Your speed will come naturally as your practice. Speed is not important when you’re learning.
If the problem is coming during your burnishing when you’re using the Jacot tool then that’s a sign that you are using a wrong sized groove. An hour glass shape would indicate that it is too big as the tip is falling too far into the groove leaving the middle raised and so when you rub the material it’s just the middle part that is being removed.
You can remove material and also flatten your piece in the Jacot tool before burnishing by using an abrasive stone like a Degussit stone. That can help get it just right so that it sits nice and flat in the groove.
I hope that helps, let me know how you get on with it!
Ivan
24 February, 2014 at 11:43 pm
Thanks Colin you must be really experienced in this! Because you described the problem spot on! I’m supposed to make a 0.07 conical shaped pivot, I’m having problems measuring the diameter in a screw gauge. So I’m measuring it carefully and just accepting the numbers. Problem starts after burnishing, lookin at the microscope it’s someone small to big. But I’ve got a better idea to it now and am wondering if the shape of the curve (from the graver) has any effect, if so what shape should I be creating using the graver?
Colin
25 February, 2014 at 2:43 am
Hi Ivan, wow a 0.07mm pivot is really small. I presume you’re making it for a lady’s watch.
I wouldn’t recommend using a micometer (or screw gauge as you call it) on such a small pivot, as any small twist of the gauge when you are measuring it on the will snap the pivot. For such small pivots the only way to measure it is through using a pivot gauge, which is a ring of different sized jewels. They can be expensive though, and I so if you don’t have access to one I would recommend just getting a 0.07mm jewel, which you may be able to get as a 0.0725mm size, and then trying the pivot in it.
This is how watch pivots always used to be measured. In that you basically make the pivot to fit the jewel hole rather than turning the pivot to an exact size.
When instruments, such as the micrometer, were first introduced in the 1800s watchmakers of the time did not believe their accuracy. They actually laughed at the idea of 0.01mm, thinking that such a small size couldn’t physically exist. Despite this philosophy they made pivots accurate to microns – because that was the size that fitted the jewel.
For a cone shaped pivot I would recommend using HSS (High Speed Steel) graver over Tungsten, mostly because it is easier to shape. You will want the tip of the piece to be rounded.
The majority of the final shape of the pivot will come from your burnisher.
When burnishing, moving the pivot more will increase the finish, while moving the burnisher more will remove material. I would also recommend using a thin oil to help with the burnishing, as this will aid in the removal of material from the area.
Like most micomechanical skills, it’s constant repetition that is the key to improving.
Best of luck!
Ivan
26 February, 2014 at 4:22 am
Thanks Collin! Much appreciated! Right now I’ve tried to shape my round graver to my burnishers shape. I’ve pretty much gotten the curve shape right but my pivot is still bumpy/inverted (small to large diameter). I still can’t figure it out why it happens, I’m thinking it’s because my burners climbing on to the curve.. There’s so many factors that might affect the success of it. Haha it’s frustrating but fulfilling at the same time. May I ask how long do you take to move from diameter to diameter while on the Jacot tool? I suspect I maybe “over burnishing”
Ivan
13 March, 2014 at 2:20 am
Hi Collin! I’ve finally made my way to balance staffs. I’d like to ask how do you completely remove the burrs that surface after making the dome on the tip? Also is it okay to use abrasives to polish the pivots?
fai
29 September, 2018 at 7:21 pm
nice work and tutorial, but light grey type on white screen? I’d change that, its very hard to read
Colin
3 April, 2019 at 9:38 am
Hi Fai,
Thanks for your comment! The text should be black on a white screen, if you can let me know what device and browser you have viewed the page on them I can look into that.
Colin
Tim
14 May, 2023 at 11:29 am
Superb write-up, thank you. I was particularly interested to learn of the fish carrier and fitting tool, which I’ve never seen before. Is this something made in the workshop, or made/sold elsewhere?
Colin
15 May, 2023 at 8:54 pm
Hi Tim, many thanks!
Like many antiquated watchmaking tools, the fish carriers that you can find today are likely all old examples as there isn’t a market for anyone to produce new ones. I would expect the best place to look would be eBay, although you may find that they will be sold along with other tools, such as a Jacot tool. Colin